超精密立形加工機
直線3軸をリニアモータ駆動
最小設定単位10ナノメートル
主軸は超精密空気静圧軸受を搭載精密空調により恒温ブース内は±0.5


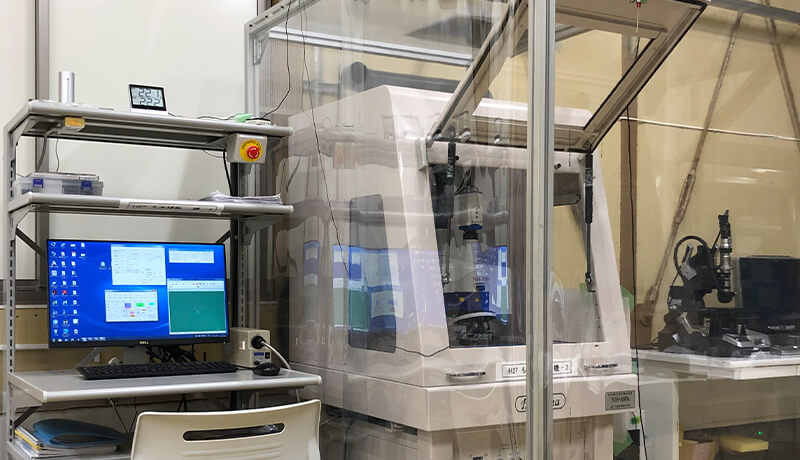
非接触三次元形状測定装置
非接触三次元形状測定装置
測定範囲:(X, Y, Z)=150x150x10mm
分解能 :(X, Y, Z)=0.1×0.1×0.1㎛

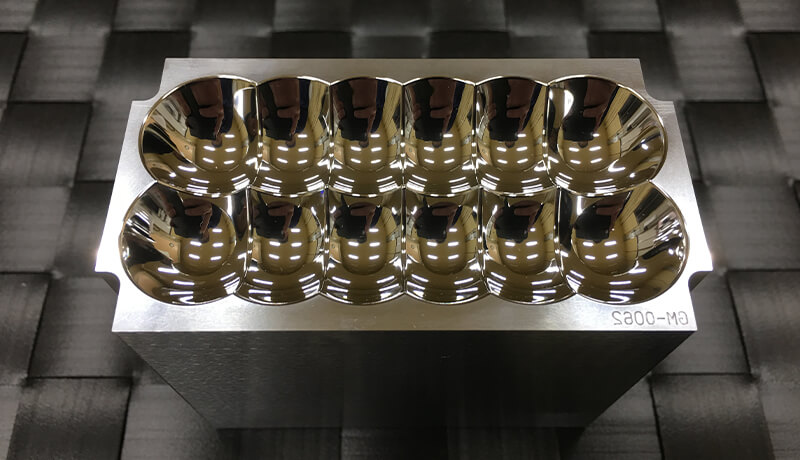
HUD用非球面ミラー金型
被削材:無電解Ni-Pメッキ
tool:R5 SCDバイト
面粗さ:Ra0.003㎛
形状精度:PV5.762㎛

ハンドラップ
精密加工後、数ナノメートルのツールマークを人の手により研磨し、さらに面粗さを向上させます。

磨き番手
#600~#15000
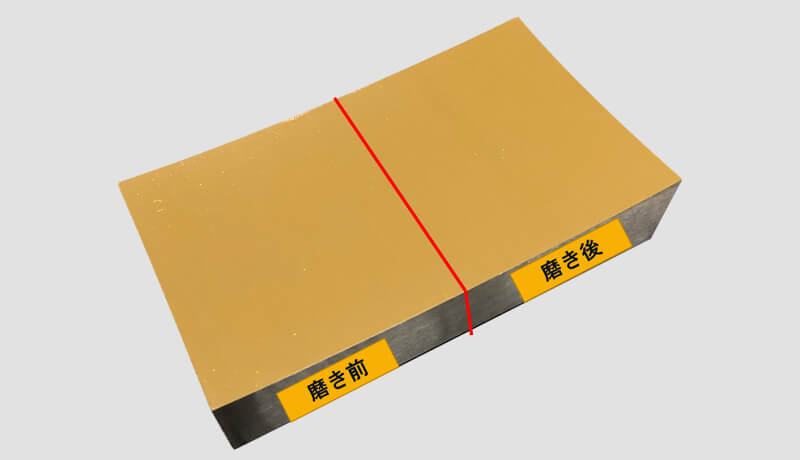
『ハンドラップ比較サンプル』を手に取ってご覧下さい。
磨く前と磨いた後の違いを比較してください。
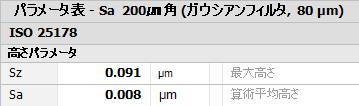
磨き前(サンプル左側)
わずかですがツールマークが見えます。
鏡面部に光を入れると肉眼でも確認できます。
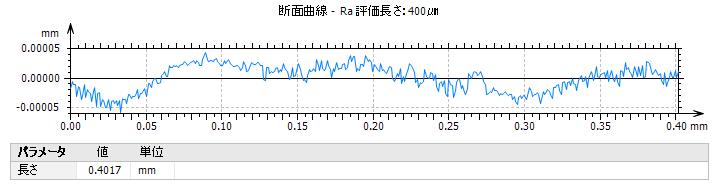
面粗さ:Ra0.008㎛
磨き後(サンプル右側)
ツールマークは完全に消え面粗さも向上しました。
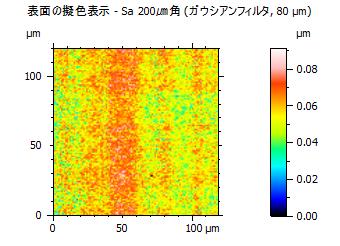
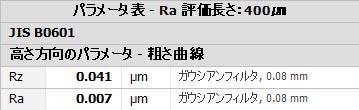
面粗さ:Ra0.003㎛
凸自由曲面鏡面加工
被削材:無電解Ni-Pメッキ
tool:R5 SCDバイト
面粗さRA:0.007㎛

形状精度:PV5.762㎛